剪切工艺参数主要有剪切力、剪切温度和剪切间隙三种。
剪切力
剪切力的计算主要是为了精确的选用剪切设备,使剪切力小于设备的吨位。
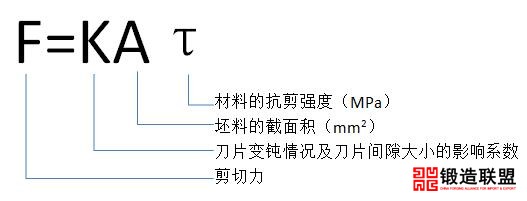
剪切力计算公式如上图,其中:
F代表剪切力;
K代表刀片变钝情况及刀片间隙大小的影响系数,该影响系数K可取1.0-1.7;
A代表坯料的截面积(mm2);
τ代表材料的抗剪强度。有试验数据的材料,可以直接代入;缺乏试验数据的材料,可取抗拉强度的0.55-0.9倍,塑性高的取大值,塑性低的取小值,钢材可取抗拉强度的0.7-0.8倍。
剪切温度
对于强度(硬度)较高或截面积尺寸较大的材料,剪切前需要先对材料进行预热,一般加热温度为350-550℃。
预热温度的高低和材料的强度有关,一般强度越高,预热温度也越高。材料预热温度可以查询相关材料预热温度表格。
剪切间隙
为保证剪切的质量,上下刀片间应留有合理的间隙,材料硬度越高或截面积尺寸越大,间隙值取值越大,反之则取值越小。
如:棒料直径小于20mm,刀片间隙为0.2-1mm;棒料直径60~90mm,刀片间隙为2~3mm;棒料直径180~200mm,刀片间隙为7~12mm。这仅为参考值,具体情况,还需要根据材料的硬度和实际操作经验进一步判定。
以上内容来自于网络,如有侵权联系即删除。